NewsDetails
Hot-Dip Galvanizing Process and Quality Requirements for Hardware
author:Dachuan time:2026-04-17 17:19:26 Click:175
Hot-Dip Galvanizing Process and Quality Requirements for Hardware
Hot-dip galvanizing (HDG) is one of the most widely used anti-corrosion protection methods for power fittings and transmission line hardware. It provides a durable zinc coating that protects steel components from atmospheric corrosion, especially in outdoor environments such as coastal, industrial, and high-humidity regions. The quality of galvanizing directly determines the service life and reliability of hardware components.
1. Principle of Hot-Dip Galvanizing
Hot-dip galvanizing involves immersing cleaned steel components into molten zinc at approximately 440–460°C. A metallurgical reaction occurs between iron and zinc, forming multiple zinc-iron alloy layers that provide:
Barrier protection (physical isolation from environment)
Cathodic protection (sacrificial corrosion of zinc layer)
Even if the coating is damaged, zinc continues to protect the exposed steel.
2. Main Process Flow of Hot-Dip Galvanizing
2.1 Surface Cleaning (Pre-Treatment)
Proper surface preparation is critical for coating quality.
Steps include:
Degreasing (removal of oil and grease)
Acid pickling (removal of rust and scale using HCl or H₂SO₄)
Rinsing with water
Fluxing treatment (ZnCl₂ + NH₄Cl solution)
Purpose:
Ensure clean, chemically active steel surface
Improve bonding between steel and zinc
2.2 Drying Process
Removes moisture before immersion
Prevents zinc splashing
Ensures stable reaction in molten zinc bath
2.3 Hot-Dip Galvanizing
Steel parts are immersed in molten zinc bath
Reaction forms layered coating:
Gamma (Γ) layer
Delta (δ) layer
Zeta (ζ) layer
Eta (η) outer zinc layer
Key control factors:
Zinc bath temperature
Immersion time
Withdrawal speed
Steel composition
2.4 Cooling Process
After galvanizing:
Air cooling or water quenching
Prevents oxidation
Stabilizes coating structure
2.5 Post-Treatment
Optional treatments include:
Passivation (chromate-free or trivalent chromium coatings)
Lubrication for threaded parts
Inspection and finishing
3. Coating Structure and Characteristics
Hot-dip galvanized coating consists of:
Inner alloy layers (iron-zinc intermetallic compounds)
Outer pure zinc layer
Key characteristics:
Strong adhesion to steel
High abrasion resistance
Excellent corrosion resistance
Self-healing effect at minor scratches
4. Quality Requirements for Galvanized Hardware
4.1 Coating Thickness
Typical requirements depend on standards and environment:
General hardware: ≥ 50–85 μm
Coastal/industrial areas: ≥ 85–120 μm
Thickness must be uniform across all surfaces.
4.2 Adhesion Strength
Coating must not peel or flake under mechanical stress
Must pass hammering and bending tests
Strong metallurgical bonding required
4.3 Surface Quality
Acceptable conditions:
Uniform silver-gray appearance
No bare spots or missed coating
No excessive zinc nodules or drips
Smooth or slightly rough texture
Defects not allowed:
Exposed base metal
Severe blistering
Cracks or peeling
4.4 Corrosion Resistance Performance
Testing methods include:
Salt spray test (ISO 9227)
Humidity resistance test
Outdoor exposure testing
Performance requirement:
No red rust within specified exposure time
4.5 Dimensional Accuracy
Galvanizing affects dimensions:
Must control zinc buildup in threaded areas
Ensure compatibility of assembly parts
Maintain tolerances after coating
5. Key Process Control Parameters
5.1 Zinc Bath Composition
Zinc purity must be high (>90%)
Controlled alloying elements (Al, Ni, Pb limits)
5.2 Temperature Control
Typically 440–460°C
Too high → excessive coating growth
Too low → poor bonding
5.3 Dipping Time
Controlled based on material thickness
Affects coating thickness and uniformity
5.4 Steel Composition Influence
Silicon and phosphorus content significantly affect coating thickness
Poor control can cause uneven or excessively thick coatings
6. Common Defects in Hot-Dip Galvanizing
6.1 Bare Spots
Caused by:
Poor cleaning
Flux failure
Contaminated surface
6.2 Excessive Zinc Build-Up
Poor drainage
Improper withdrawal speed
Overreaction of silicon-rich steel
6.3 Peeling or Flaking
Weak metallurgical bonding
Improper surface preparation
6.4 Ash or Slag Inclusion
Zinc bath contamination
Poor filtration control
7. Quality Inspection Methods
7.1 Visual Inspection
Surface uniformity
Color and texture
Defect identification
7.2 Thickness Measurement
Magnetic thickness gauges
Ultrasonic measurement (advanced systems)
7.3 Adhesion Testing
Bending test
Impact test
Hammer test
7.4 Corrosion Testing
Salt spray exposure
Outdoor weathering tests
8. Application Requirements for Power Hardware
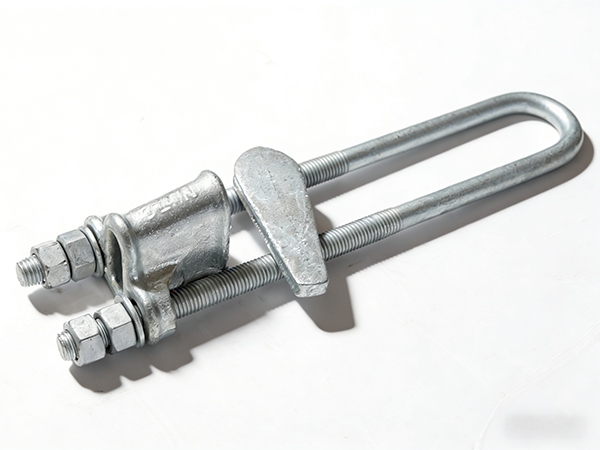
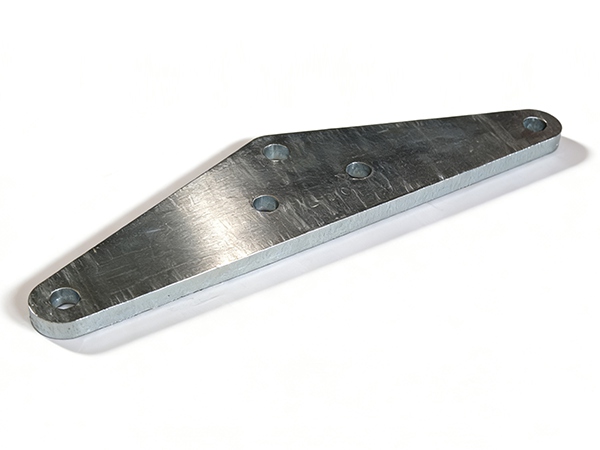
Hot-dip galvanized hardware is widely used in:
Suspension clamps
Strain clamps
Clevis and yoke plates
Bolts and fasteners
Transmission line connectors
Requirements vary by environment:
Coastal areas → thicker coating + stainless reinforcement
Industrial zones → enhanced corrosion protection
Normal areas → standard galvanizing
9. Advantages of Hot-Dip Galvanizing
Long service life (often 20–50 years depending on environment)
Low maintenance cost
Excellent corrosion protection
Strong adhesion and durability
Cost-effective compared to advanced coatings
Conclusion
Hot-dip galvanizing is a critical surface protection process for transmission line hardware, providing both barrier and cathodic protection against corrosion. High-quality galvanizing depends on strict control of pre-treatment, zinc bath conditions, coating thickness, and post-processing. Compliance with international standards ensures long-term durability and safe operation of power fittings in diverse environmental conditions.
References
ISO 1461 – Hot-dip galvanized coatings on fabricated iron and steel articles
ASTM A123 – Zinc (hot-dip galvanized) coatings on iron and steel products
IEC 61284 – Overhead line fittings requirements
ISO 9227 – Salt spray corrosion testing
CIGRÉ Technical Brochures on corrosion protection of transmission line hardware
Electric Power Research Institute (EPRI), Corrosion Protection in Power Systems
 Recommended Products
Recommended Products



 Contact us
Contact us
—— Contact:Manager
—— Tel:+86 15631793633
—— Email:960244024@qq.com
—— Url:https://www.dachuan-power.com
—— Address:Liugusi Town, Hejian City, Cangzhou City, Hebei Province, China